- Wymiary referencyjne
- Warunki dobrego projektu
- Projektowanie kratownic (lattice)
- Orientacja części i upakowanie komory roboczej
- Cechy charakterystyczne poszczególnych materiałów
- Wskazówki dotyczące projektowania z wykorzystaniem Nylon 12 Tough
- Wskazówki dotyczące projektowania z wykorzystaniem Nylon 12 GF
- Nylon 12 White — uwagi dotyczące projektowania
- Wskazówki dotyczące projektowania z wykorzystaniem Nylon 11
- Wskazówki dotyczące projektowania z wykorzystaniem Nylon 11 CF
- Wskazówki dotyczące projektowania dla TPU 90A
- Porozmawiaj z konsultantami druku 3D CADXPERT




Sukces w zakresie selektywnego spiekania laserowego (SLS) zaczyna się od części zoptymalizowanych pod kątem procesu drukowania. Niniejszy przewodnik obejmuje ważne wymiary i kwestie projektowe, o których należy pamiętać podczas projektowania części do drukarek serii Fuse.
Uwaga: Poniższe wytyczne mają służyć jako ogólne wskazówki dotyczące drukowania z wykorzystaniem materiałów Formlabs na drukarkach serii Fuse. Chociaż zalecenia te mają zastosowanie w większości sytuacji, mogą nie odzwierciedlać wszystkich okoliczności i materiałów. Użytkownicy powinni zapoznać się z wytycznymi dotyczącymi konkretnych materiałów, aby uzyskać dodatkowe informacje i wskazówki.
Wymiary referencyjne
Poniższe wymiary referencyjne zostały opracowane dla proszku Nylon 12 i służą jako podstawowy zestaw wytycznych dotyczących drukowania na drukarkach serii Fuse. Informacje na temat kwestii projektowych dotyczących konkretnych materiałów oraz tego, jak mogą one odbiegać od wyników typowo osiąganych w przypadku proszku Nylon 12, można znaleźć w sekcji „Charakterystyka poszczególnych materiałów”.
Minimalna grubość ścianki bez podpór
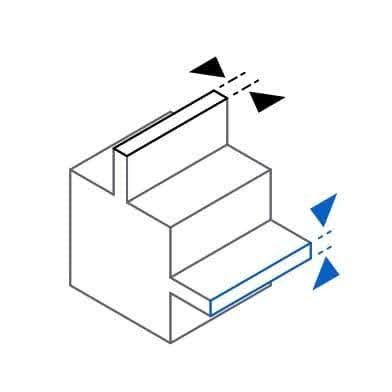
Ściany poziome: 0,3 mm/300 mikronów
Ściana bez podpory to ściana połączona z innymi ścianami mniej niż z dwóch stron.
Ściana pionowa bez podpory o grubości 0,6 mm lub mniejszej lub ściana pozioma bez podpory o grubości 0,3 mm lub mniejszej może ulec wypaczeniu lub odłączyć się od modelu podczas drukowania. Cieńsze ściany mają mniejszą wytrzymałość.
Minimalna grubość ścianki z podparciem
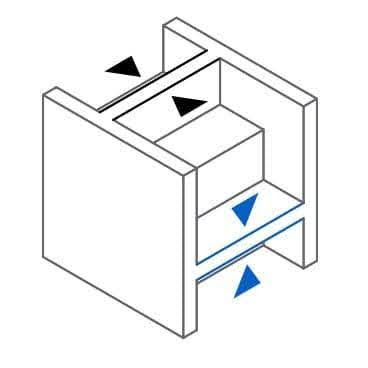
Ściany pionowe: 0,6 mm/600 mikronów
Ściany poziome: 0,3 mm/300 mikronów
Ściana podparta to taka, która jest połączona z innymi ścianami z dwóch lub więcej stron. Podparta ściana pionowa o grubości 0,6 mm lub mniejszej lub podparta ściana pozioma o grubości 0,3 mm lub mniejszej może się wypaczać lub odłączać od modelu podczas drukowania. Cieńsze ściany mają mniejszą wytrzymałość.
Minimalna średnica kołka
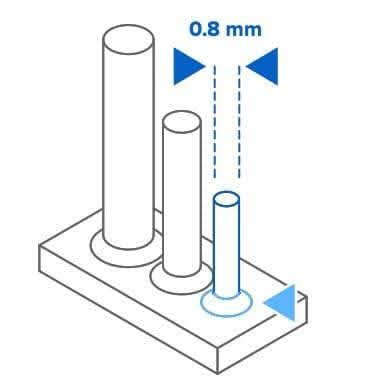
Sworzeń lub kołek to element, którego długość jest co najmniej dwukrotnie większa od jego szerokości. Sworznie lub kołki o średnicy mniejszej niż 0,8 mm mogą ulec deformacji lub złamaniu podczas drukowania.
UWAGA: CZYSZCZENIE MAŁYCH PRZEWODÓW
Należy zachować szczególną ostrożność podczas oddzielania wydrukowanych części z cienkimi kołkami od spieku proszkowego, ponieważ mogą one łatwo ulec uszkodzeniu. Ryzyko to można zmniejszyć poprzez zaokrąglenie krawędzi w miejscu styku z pozostałą częścią elementu.
Minimalna tolerancja montażowa
Elementy większe niż 20 mm2: 0,4 mm/400 mikronów
Prześwit to odległość między dwiema częściami modelu (np. odległość między parą kół zębatych). Po wydrukowaniu należy pozostawić niewielki prześwit między drukowanymi częściami, które mają się zazębiać lub łączyć. Chodzi przykładowo o połączenia montażowe lub koła zębate.
Minimalny zintegrowany luz montażowy
Elementy większe niż 20 mm2: 0,6 mm/600 mikronów
Prześwit to odległość między dwiema częściami modelu (np. odległość między parą kół zębatych). W przypadku części drukowanych razem w zintegrowanym złożeniu należy pozostawić prześwit, aby zapobiec zgrzaniu się części podczas drukowania.
Odstęp między oddzielnymi częściami
Zalecane: 5,0 mm/5000 mikronów
Prześwit to odległość między dwiema częściami modelu. Części, które mają być oddzielone i nie oddziaływać na siebie, powinny być umieszczone w odległości co najmniej 5 mm od siebie, aby zminimalizować efekt wypaczenia termicznego spowodowanego przez sąsiednią część.
Minimalna średnica otworu
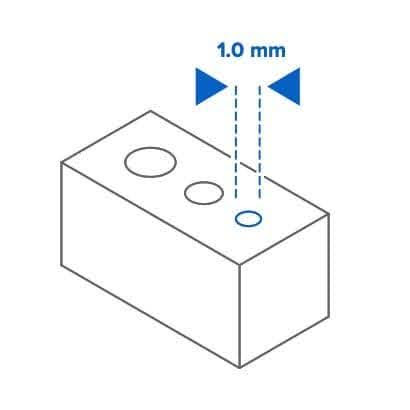
WSKAZÓWKA: Aby uzyskać precyzyjnie koncentryczne otwory, należy zaprojektować otwór pilotowy o mniejszym rozmiarze i użyć rozwiertaka, aby otworzyć otwór do zamierzonej średnicy.
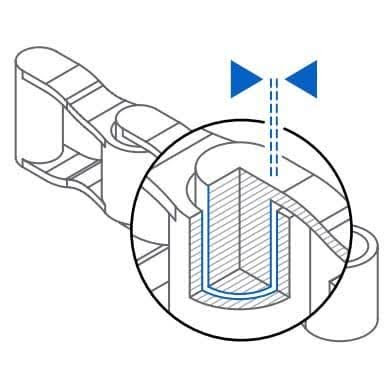
Minimalna średnica otworu odprowadzającego
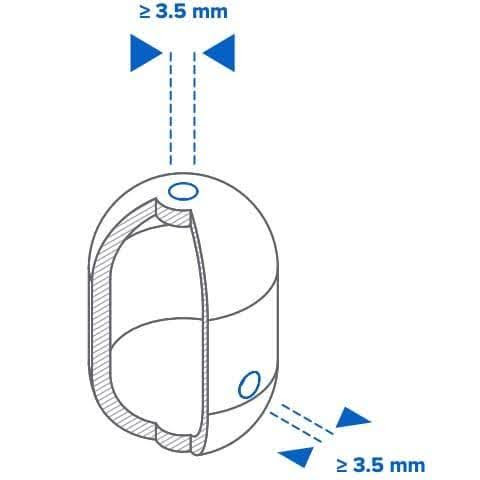
Zamknięte wnęki pozostają wypełnione niespieczonym proszkiem, jeśli nie zaprojektujesz odpowiednich otworów odprowadzających. Aby uzyskać najlepsze wyniki, podczas projektowania wnęki należy uwzględnić co najmniej dwa otwory odprowadzające, każdy o średnicy większej lub równej 3,5 mm.
WSKAZÓWKA: Większa liczba i większy rozmiar otworów odprowadzających ułatwiają usuwanie niespieczonego proszku z wewnętrznych wnęk. Aby zagwarantować czystą powierzchnię wewnętrzną, należy zaprojektować część tak, aby dana powierzchnia była łatwo dostępna dla narzędzi czyszczących.
Jeśli projekt powstaje bez uwzględnienia technologii, może później wymagać korekt.
Zawsze zaczynamy dobór technologii od pytania: jaki jest cel części i jakie obciążenia będzie przenosić?
Minimalne detale wytłoczone
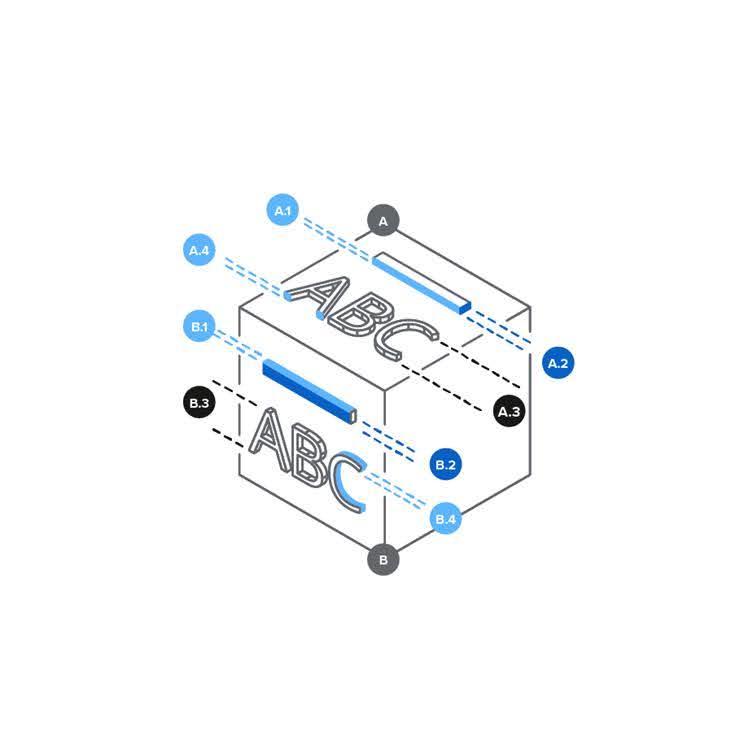
A. POWIERZCHNIE POZIOME:
A.1 Głębokość: 0,15 mm/150 mikronów
A.2 Szerokość: 0,35 mm/350 mikronów
A.3 Wysokość czcionki tekstu: 4,5 mm/4500 mikronów
A.4 Głębokość czcionki tekstu: 0,3 mm/300 mikronów
B. POWIERZCHNIE PIONOWE:
B.1 Głębokość: 0,35 mm/350 mikronów
B.2 Szerokość: 0,4 mm/400 mikronów
B.3 Wysokość czcionki tekstu: 4,5 mm/4500 mikronów
B.4 Głębokość czcionki tekstu: 0,3 mm/300 mikronów
Minimalne szczegóły grawerowania
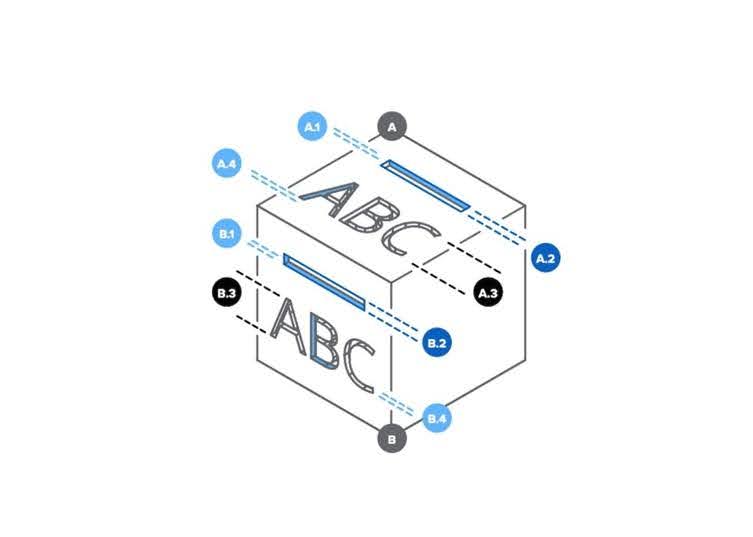
A. POWIERZCHNIE POZIOME:
A.1 Głębokość: 0,1 mm/100 mikronów
A.2 Szerokość: 0,3 mm/300 mikronów
A.3 Wysokość czcionki tekstu: 3,0 mm/3000 mikronów
A.4 Głębokość czcionki tekstu: 0,3 mm/300 mikronów
B. POWIERZCHNIE PIONOWE:
B.1 Głębokość: 0,15 mm/150 mikronów
B.2 Szerokość: 0,35 mm/350 mikronów
B.3 Wysokość czcionki tekstu: 3,0 mm/3000 mikronów
B.4 Głębokość czcionki tekstu: 0,3 mm/300 mikronów
Wytłoczone detale to nadrukowane lub zagłębione elementy na powierzchni modelu. Małe wytłoczone elementy mogą być niewidoczne na gotowej części. Aby uzyskać najlepsze wyniki w przypadku wytłoczonego tekstu, należy w miarę możliwości używać pogrubionej czcionki.
Warunki dobrego projektu
Proces drukowania 3D SLS wyróżnia się wykorzystaniem luźnych proszków, które są łączone w celu utworzenia części, co umożliwia drukowanie bez specjalnych podpór. Podobnie jak w przypadku każdego procesu istnieją sposoby optymalizacji projektu w celu uzyskania najlepszych wyników drukowania. Poniższe zalecenia mogą pomóc w oszczędzaniu materiału i skróceniu czasu drukowania, jednocześnie optymalizując część pod kątem pomyślnego drukowania i wdrożenia.
Utrzymanie jednolitej grubości
Zamknięte wnęki pozostają wypełnione niespieczonym proszkiem, jeśli nie zaprojektujesz odpowiednich otworów odprowadzających. Aby uzyskać najlepsze wyniki, podczas projektowania wnęki należy uwzględnić co najmniej dwa otwory odprowadzające, każdy o średnicy większej lub równej 3,5 mm.
WSKAZÓWKA: Większa liczba i większy rozmiar otworów odpływowych ułatwiają usuwanie niespałowanego proszku z wewnętrznych wnęk. Aby zagwarantować czystą powierzchnię wewnętrzną, należy zaprojektować część tak, aby dana powierzchnia była łatwo dostępna dla narzędzi czyszczących.
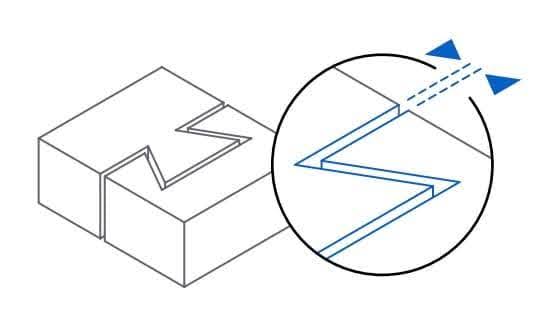
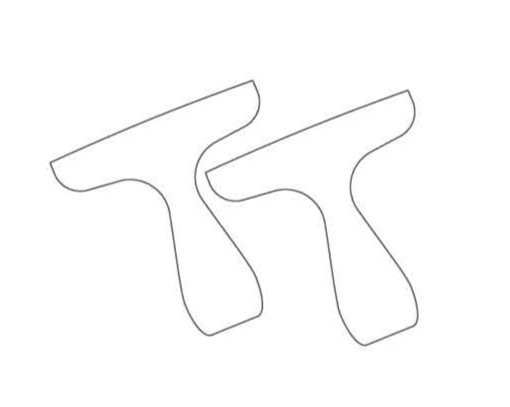
Zmniejszenie koncentracji naprężeń
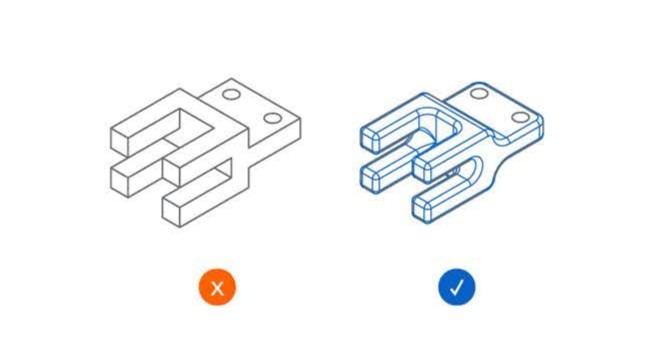
W częściach mogą występować nagromadzenia naprężeń w miejscach gwałtownych zmian przekroju, takich jak cienkie wytłoczenia z grubych podstaw. Aby zmniejszyć te koncentracje naprężeń, należy projektować stopniowe przejścia krawędzi zamiast gwałtownych.
Zarządzanie proporcją między powierzchniami
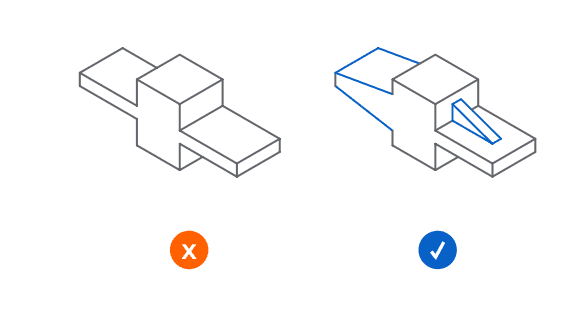
Części o wysokiej proporcji między powierzchniami są podatne na wypaczanie. Elementy takie jak żebra lub skosy mogą zmniejszyć ryzyko wypaczenia cienkich, wytłaczanych sekcji takich jak wsporniki i kołki.
Projektowanie kratownic (lattice)
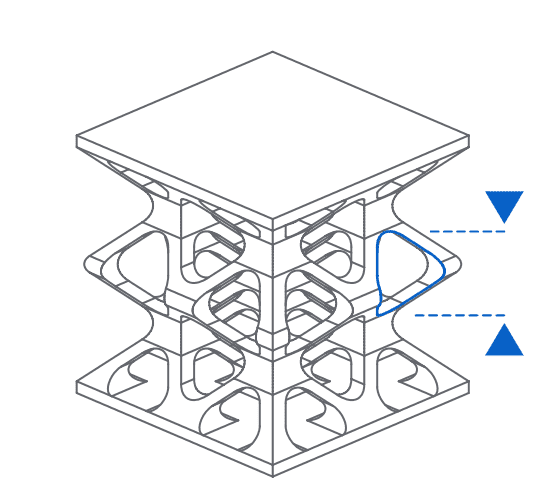
Podczas projektowania struktury kratowej należy usunąć luźny proszek z kratownicy. Aby zapewnić łatwe usuwanie proszku w urządzeniu Fuse Sift, należy projektować kratownice z odstępami nie mniejszymi niż 8 mm i pozostawić otwarte powierzchnie w kratownicy, aby nie zatrzymywać proszku w środku.
Włączenie elementów metalowych w projektach
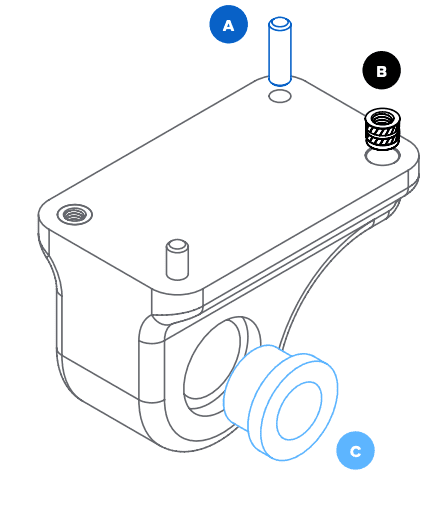
Określ, gdzie sensowne jest połączenie elementów metalowych z projektami drukowanymi. Oto kilka przykładów:
- Kołki ustalające jako precyzyjne elementy pozycjonujące
- Wkładki termoutwardzalne zapewniające trwałe połączenia gwintowe
- Tuleje do koncentrycznych połączeń z wałami lub szynami
W razie wątpliwości — przetestuj!
Jeśli masz wątpliwości co do powodzenia druku konkretnego elementu, wykonaj mały wydruk testowy danej geometrii. Wyizoluj element i wydrukuj część testową w tej samej orientacji, co pełna część, aby uzyskać najlepszą ocenę powodzenia druku.
Uwaga: przed przystąpieniem do drukowania większej partii warto wydrukować kilka elementów testowych o różnych wymiarach, zaczynając od wąskiej tolerancji i zwiększając ją o 0,1 mm, aby sprawdzić różne dopasowania.
Orientacja części i upakowanie komory roboczej
Układ części w komorze roboczej serii Fuse może również wpływać na powodzenie wydruku. Poniżej znajduje się kilka pomocnych wskazówek, o których należy pamiętać podczas rozmieszczania części.
Odstępy między częściami
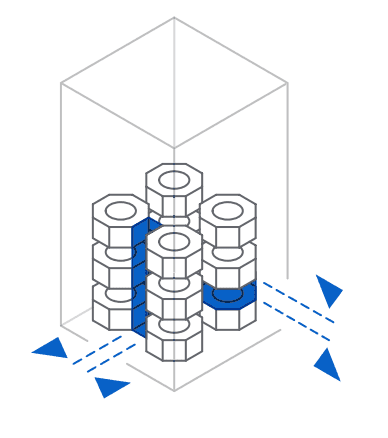
Podczas pakowania części w komorze roboczej należy zachować odstęp co najmniej 5 mm między częściami, aby uzyskać wysoką jakość wyników. Części należy rozłożyć w komorze, aby zmniejszyć ryzyko nagromadzenia ciepła.
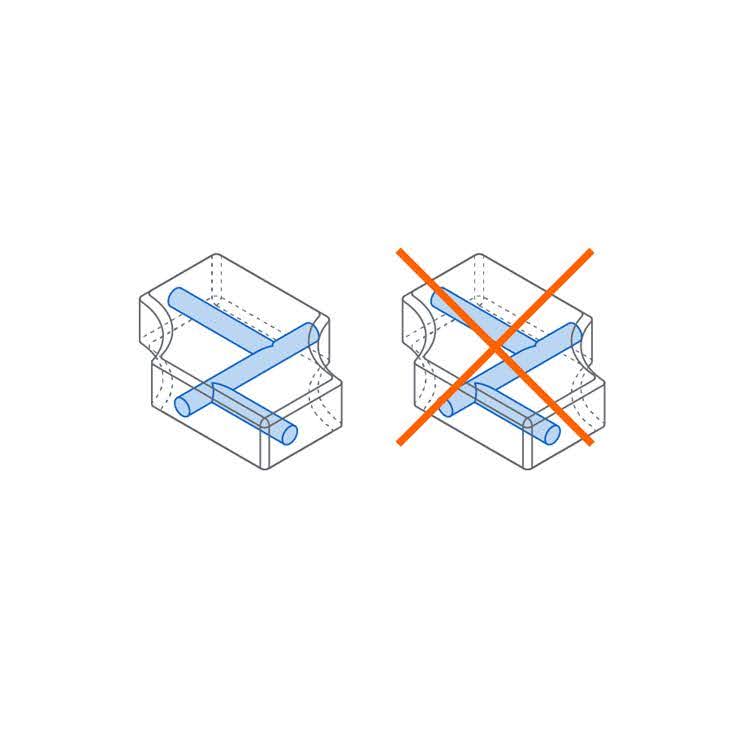
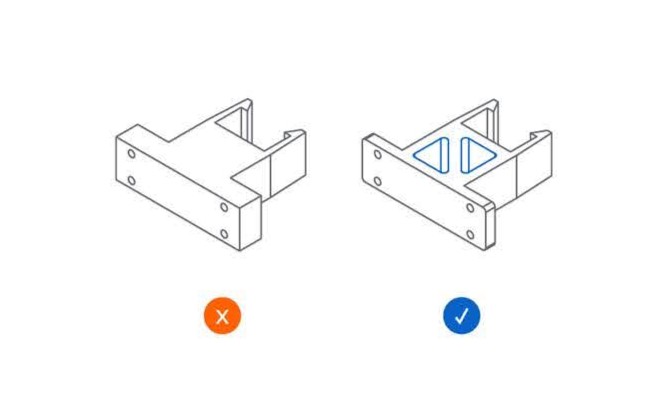
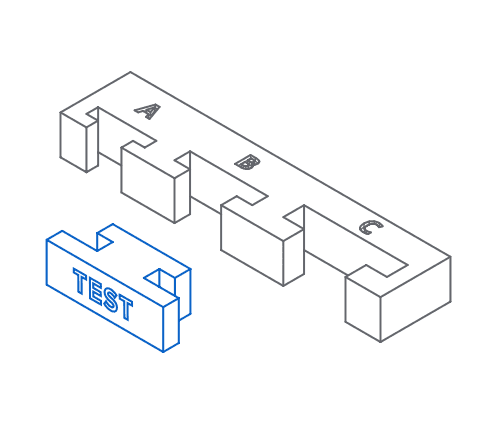
Elementy łączące
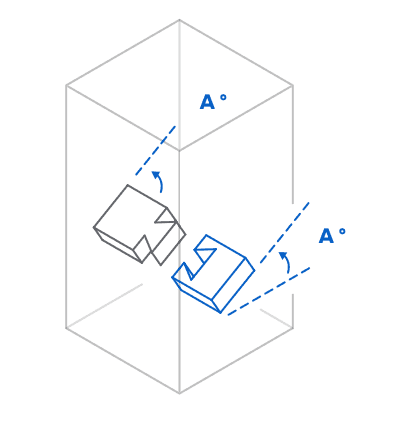
Części zaprojektowane do łączenia powinny mieć elementy łączące zorientowane w tym samym kierunku obrotu w komorze roboczej, aby zapewnić ich prawidłowe dopasowanie.
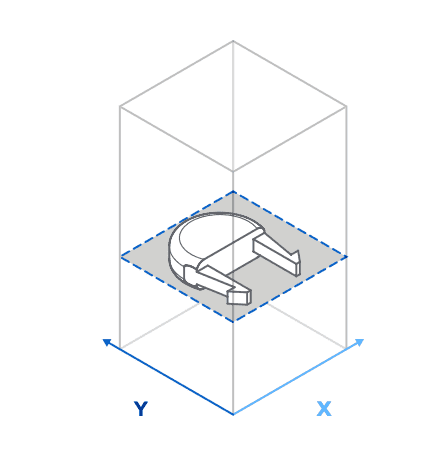
Części o wysokiej proporcji powierzchni
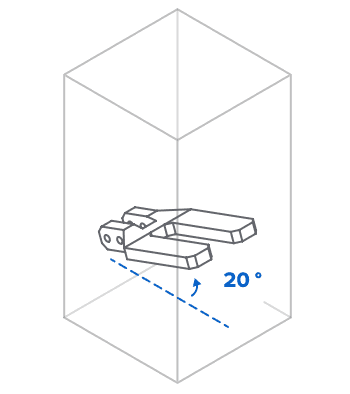
Części o wysokiej proporcji powierchni, które są szerokie i stosunkowo płaskie, należy drukować pod niewielkim kątem około 20 stopni, aby zminimalizować wypaczenia.
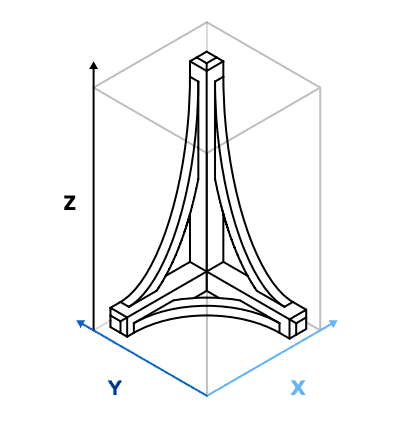
Właściwości zginania
Zamknięte wnęki pozostają wypełnione niespieczonym proszkiem, jeśli nie zaprojektujesz odpowiednich otworów odprowadzających. Aby uzyskać najlepsze wyniki, podczas projektowania wnęki należy uwzględnić co najmniej dwa otwory odprowadzające, każdy o średnicy większej lub równej 3,5 mm.
WSKAZÓWKA: Większa liczba i większy rozmiar otworów odprowadzających ułatwiają usuwanie niespalonego proszku z wewnętrznych wnęk. Aby zagwarantować czystość powierzchni wewnętrznej, należy zaprojektować część w taki sposób, aby dana powierzchnia była łatwo dostępna dla narzędzi czyszczących.
Dokładność wymiarowa
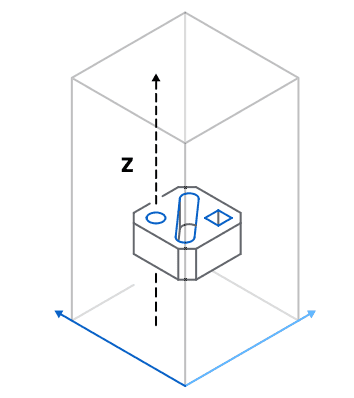
Elementy takie jak otwory i kołki są najdokładniejsze, gdy ich osie są zorientowane w osi Z. Jeśli to możliwe, należy wyrównać te elementy pionowo w komorze.
Wykończenie powierzchni
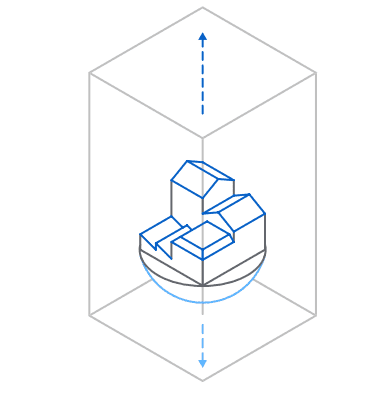
W przypadku elementów, w których pożądane jest gładkie wykończenie powierzchni, takich jak zaokrąglone powierzchnie lub kontury, należy ustawić powierzchnię skierowaną w dół. Elementy, które wymagają ostrego, wyraźnego wykończenia, należy ustawić skierowane do góry.
Maksymalna objętość części w komorze roboczej i gęstość upakowania
Maksymalna objętość części w komorze roboczej odnosi się do największej możliwej części, którą można wydrukować na drukarkach serii Fuse 1. Nie ma fizycznych ograniczeń dotyczących gęstości upakowania w ramach komory roboczej, co oznacza, że cała może zostać wypełniona, aby zmaksymalizować rozmiar części i zminimalizować straty proszku. Maksymalny rozmiar części może się nieznacznie różnić w zależności od materiału. Szczegółowe informacje znajdziesz w sekcji poniżej.
Cechy charakterystyczne poszczególnych materiałów
Aby uzyskać najlepsze wyniki podczas drukowania na drukarkach serii Fuse, należy wziąć pod uwagę unikalne właściwości konkretnego używanego materiału. Poniższe wytyczne pomogą użytkownikom zoptymalizować projekty do produkcji addytywnej z wykorzystaniem różnych proszków na drukarkach serii Fuse.
Komora robocza
Ze względu na różne współczynniki rozszerzalności cieplnej różnych materiałów, maksymalny rozmiar części, które można wydrukować na drukarkach serii Fuse, jest różny. Największe rozmiary części, jakie można uzyskać, podano w poniższej tabeli:
| Materiał | Największy rozmiar części |
| Nylon 12 | 159,8 x 159,8 x 295,5 mm |
| Nylon 12 GF | 160,1 x 160,1 x 297,3 mm |
| Nylon 12 Tough | 158,8 × 158,8 × 293,5 mm |
| Nylon 12 White | 159,8 × 159,8 × 293,8 mm |
| Nylon 11 | 158,6 × 158,6 × 294,4 mm |
| Nylon 11 CF | 162,0 × 162,0 × 287,6 mm |
| TPU 90A | 152,1 x 152,1 x 294,9 mm |
Wskazówki dotyczące projektowania z wykorzystaniem Nylon 12 Tough
Nylon 12 stanowi doskonały materiał ogólnego zastosowania ze względu na zrównoważone właściwości materiałowe, łatwość drukowania i obróbki końcowej, a także biokompatybilność. Wytyczne przedstawione w poprzednich sekcjach zostały opracowane z myślą o Nylon 12, więc nie są wymagane żadne dodatkowe uwagi dotyczące projektowania.
Nylon 12 Tough charakteryzuje się wysoką plastycznością i dokładnością wymiarową w całej komorze roboczej, co pozwala drukować bardziej wytrzymałe części z mniejszym wypaczeniem, bez utraty wytrzymałości.
Kwestie projektowe specyficzne dla tego materiału obejmują:
● Pozycja modelu: Części należy ustawić w kierunku środka komory roboczej, z dala od ścianek i dna komory, a w szczególności od tylnej ścianki, aby zmniejszyć ryzyko wystąpienia wad powierzchniowych.
● Odstępy między częściami: Aby uzyskać najlepszą jakość powierzchni i ułatwić usuwanie proszku, należy zachować odstęp co najmniej 5 mm między wszystkimi częściami.
Wskazówki dotyczące projektowania z wykorzystaniem Nylon 12 GF
Nylon 12 GF doskonale nadaje się do drukowania sztywnych, odpornych termicznie części, które są stabilne pod obciążeniem. Ma również zaletę biokompatybilności w zastosowaniach mających kontakt ze skórą.
Czynniki, które warto wziąć pod uwagę przy projektowaniu z użyciem tego materiału, to:
● Chropowatość powierzchni: Wykończenie powierzchni tego materiału jest bardziej chropowate niż w przypadku części drukowanych z Nylon 12. Projekty wymagające gładkiego wykończenia powinny uwzględniać dodatkowe etapy obróbki końcowej niezbędne do uzyskania gładkiego wykończenia, niezależnie od tego, czy jest to obróbka skrawaniem, szlifowanie czy inny proces wykańczania.
● Kruchość: Wypełniacz z kulek szklanych w proszku Nylon 12 GF zapewnia zwiększoną sztywność, ale powoduje również, że drukowane części są bardziej kruche. Delikatne elementy pozytywne mogą wymagać pogrubienia, aby zapobiec ich pękaniu podczas etapów obróbki końcowej i użytkowania końcowego. Kruchość jest szczególnie widoczna między warstwami, dlatego elementy wymagające wytrzymałości powinny być generalnie zorientowane tak, aby w miarę możliwości były wyrównane z płaszczyzną XY.
● Otwory wentylacyjne: Powłoka Surface Armor na częściach wydrukowanych z proszku Nylon 12 GF jest twardsza niż w przypadku części wydrukowanych z proszku Nylon 12. Otwory wentylacyjne powinny być większe, a idealnie wszystkie powierzchnie (wewnętrzne i zewnętrzne) powinny pozostawać w linii wzroku, aby powierzchnia mogła zostać całkowicie oczyszczona w końcowych etapach czyszczenia za pomocą piaskarki.
Nylon 12 White — uwagi dotyczące projektowania
Nylon 12 White łączy w sobie doskonałe właściwości Nylonu 12 z możliwością druku białych części. Twórz funkcjonalne prototypy i części przeznaczone do użytku końcowego, które można barwić w celu dopasowania do marki, a także urządzenia medyczne i modele o wysokim kontraście i szczegółowości.
Kwestie projektowe specyficzne dla tego materiału obejmują:
● Pozycja modelu: Ustaw części w kierunku środka komory roboczej, z dala od ścian i podłogi komory roboczej, a w szczególności od tylnej ściany, aby zmniejszyć ryzyko wystąpienia wad powierzchniowych.
● Orientacja modelu: Duże płaskie powierzchnie drukuje się z najlepszą jakością prostopadle do płaszczyzny drukowania. Należy unikać ustawiania płaskich powierzchni w kierunku przedniej części komory roboczej.
● Linie warstw: Lekko zakrzywione powierzchnie zorientowane wzdłuż osi Z spowodują powstanie linii warstw na częściach.
● Odstępy między częściami: Aby uzyskać najlepszą jakość powierzchni i ułatwić usuwanie proszku, należy zachować odstęp co najmniej 3 mm między wszystkimi częściami.
Wskazówki dotyczące projektowania z wykorzystaniem Nylon 11
Części drukowane przy użyciu Nylonu 11 charakteryzują się większą plastycznością w porównaniu z częściami drukowanymi przy użyciu Nylonu 12. Są one bardziej odporne na uderzenia i wibracje oraz posiadają certyfikat dopuszczający je do zastosowań biokompatybilnych.
Kwestie projektowe dotyczące Nylonu 11 obejmują:
● Odkształcenia: Nylon 11 ma zwiększoną tendencję do odkształcania się podczas drukowania dużych przekrojów w płaszczyźnie XY. Aby zminimalizować skutki odkształceń, należy postępować zgodnie z wytycznymi dotyczącymi części o wysokiej proporcji powierchni.
● Odstępy: Złożenia wymagają większych odstępów. Należy pozostawić co najmniej 1 mm odstępu między elementami złożeń i powtarzać proces, aby zoptymalizować precyzyjne odstępy, tak żeby najlepiej odpowiadały wymaganiom złożenia.
● Drobne elementy: Minimalne rozmiary elementów dla Nylonu 11 są nieco większe niż w przypadku Nylonu 12 i mogą się różnić w zależności od orientacji elementów. Może to mieć wpływ na drobne elementy, takie jak małe elementy wklęsłych, małe elementy wypukłe, cienkie ścianki, wytłoczony tekst i wygrawerowany tekst. Aby zapewnić prawidłowe odwzorowanie drobnych elementów, przed wydrukowaniem całej części lub serii części należy wykonać mały wydruk testowy zawierający potrzebne elementy.
Wskazówki dotyczące projektowania z wykorzystaniem Nylon 11 CF
Nylon 11 CF jest materiałem o wysokiej wydajności, charakteryzującym się doskonałą sztywnością, odpornością na temperaturę, udarnością i wytrzymałością na rozciąganie. Ma również mniejszą tendencję do wypaczania się niż Nylon 11, dlatego lepiej nadaje się do drukowania części o dużych przekrojach.
● Chropowatość powierzchni: Podobnie jak w przypadku Nylonu 12 GF, wykończenie powierzchni jest bardziej chropowate niż w przypadku części drukowanych z Nylonu 12. Projekty wymagające gładkiego wykończenia powinny uwzględniać dodatkowe etapy obróbki końcowej niezbędne do uzyskania gładkiego wykończenia, niezależnie od tego, czy jest to obróbka skrawaniem, szlifowanie czy inny proces wykańczania.
● Właściwości anizotropowe w osiach X, Y i Z: Ze względu na tendencję włókien węglowych do wyrównywania się w osi X lub równolegle do przednich drzwi drukarki, właściwości mechaniczne części różnią się w kierunku X w porównaniu z kierunkiem Y. Podobnie jak w przypadku innych części drukowanych w 3D, właściwości mechaniczne w kierunku Z również się różnią i są generalnie niższe niż właściwości w kierunkach XY. Aby uzyskać maksymalną sztywność i wytrzymałość, należy ustawić elementy tak, aby były wyrównane z osią X.
Wskazówki dotyczące projektowania dla TPU 90A
TPU 90A to elastomer charakteryzujący się wysoką wytrzymałością na rozdarcie i wysoką rozciągliwością przy zerwaniu. Dzięki twardości Shore’a wynoszącej 90A jest to materiał o twardych właściwościach podobnych do gumy. Bardziej miękkie części można uzyskać, zastępując elementy stałe strukturami kratowymi, aby osiągnąć pożądany poziom sztywności. Proszek TPU 90A jest biokompatybilny i nadaje się do zastosowań mających kontakt ze skórą.
● Grube przekroje poprzeczne: Drobne elementy (w tym małe kołki, otwory i wygrawerowany lub wytłoczony tekst na górnych powierzchniach geometrii o grubości większej niż 3–4 cm) mogą nie być widoczne. Jest to spowodowane nagromadzeniem ciepła w części i można to poprawić poprzez zmianę orientacji części lub wydrążenie geometrii.
● Drobne elementy: Minimalne rozmiary elementów dla TPU 90A są nieco większe niż w przypadku Nylonu 12 i mogą się różnić w zależności od orientacji elementu na części. Może to mieć wpływ na drobne elementy, takie jak małe elementy wklęsłe, małe elementy wypukłe, cienkie ścianki, tekst wytłoczony i tekst grawerowany. Aby zapewnić prawidłowe odwzorowanie drobnych elementów, przed wydrukowaniem całej części lub serii części należy wykonać mały wydruk testowy zawierający pożądane elementy.
● Wypaczanie: TPU 90A ma tendencję do wypaczania się. Wypaczenie występuje zazwyczaj najczęściej na dolnych powierzchniach części. Aby zminimalizować skutki wypaczania, należy postępować zgodnie z wytycznymi dotyczącymi części o wysokiej proporcji powierzchni.
● Dokładność wymiarowa: Układ konstrukcji może wpływać na dokładność wymiarową części. Aby uzyskać najlepszą dokładność wymiarową, należy ciasno upakować części w dolnej części komory roboczej.
● Odstępy: Złożenia wymagają większych odstępów. Należy zapewnić odstęp co najmniej 1 mm, aby złożenia działały zgodnie z przeznaczeniem. Odstępy w pobliżu grubych przekrojów drukowanych mogą wymagać większej szczeliny, natomiast odstępy w pobliżu cienkich przekrojów drukowanych mogą być mniejsze.
● Wydłużenie elementów okrągłych: Elementy o geometrii okrągłej z osią w płaszczyźnie XY mają tendencję do wydłużania się i przyjmowania kształtu zbliżonego do jajowatego lub eliptycznego zamiast okrągłego. Aby złagodzić ten efekt, należy wybrać orientację części, która ustawia osie geometrii okrągłej w kierunku Z.
Porozmawiaj z konsultantami druku 3D CADXPERT
Jeśli rozważasz zakup drukarki 3D lub chcesz porównać taką inwestycję z outsourcingiem, skontaktuj się z konsultantami CADXPERT. Obie ścieżki są dostępne we współpracy z nami! Pomożemy:
- obliczyć ROI druku 3D,
- dobrać technologię do realnych potrzeb,
- przedyskutować opłacalność wdrożenia w Twojej firmie.
Rozmowa o opłacalności druku 3D to zawsze nasz pierwszy krok do decyzji inwestycyjnej.
Zapytaj nas o ROI druku 3D.
Prześlij formularz, nasz konsultant skontaktuje się z tobą w ciągu 15 minut

