- Podstawy druku 3D z metalu – co właściwie się dzieje?
- Jak powstaje model?
- Atmosfera ochronna – dlaczego jest tak ważna?
- Różne typy drukarek metalowych — co je od siebie odróżnia?
- Przygotowanie druku – bez tego model nie powstanie
- Proces drukowania — co dzieje się w komorze?
- Post-processing – niewidoczna, ale kluczowa część procesu
- Gdzie druk 3D z metalu znajduje praktyczne zastosowania?
- Podsumowanie – technologia, która zmienia produkcję




Druk 3D z metalu jeszcze do niedawna kojarzył się z futurystyczną technologią dostępną jedynie dla przemysłu kosmicznego czy lotniczego. Dziś maszyny pracujące w technologii SLM/DMLS są coraz szerzej wykorzystywane – od produkcji narzędzi, przez branżę automotive, aż po implantologię i stomatologię.
Jeśli zastanawiasz się, jak dokładnie działa ta technologia i czy możesz ją wykorzystać w swojej firmie, ten artykuł jest dobrym miejscem na start. Nasi specjaliści druku 3D Wojciech Gaweł i Daniel Dulian wyjaśniają proces krok po kroku.
Nasi specjaliści metalowego druku 3D
Wojciech Gaweł
Absolwent Akademii Ekonomicznej w Katowicach, od lat związany z technologiami wytwarzania addytywnego. W firmie Sondasys uczestniczył we wdrażaniu nowatorskiego systemu druku 3D z laserem o zmiennej wielkości plamki oraz pracował nad koncepcją i projektowaniem drukarki 3D w technologii SLS.
W CADXPERT jest kierownikiem technologii i zajmuje się szkoleniami. Pracuje w szerokim zakresie technologii, jak np. DLP, FDM/FFF, SLS, SAF oraz szczególnie SLM (druk w metalu). Zdobył certyfikacje w siedzibach firm Stratasys, BLT, Eplus 3D, Envisintec i TPM.
Dzięki praktycznemu doświadczeniu i pracy z różnorodnymi systemami addytywnymi wspiera firmy w efektywnym wdrażaniu rozwiązań 3D.

Daniel Dulian
Od 15 lat pracuje z technologiami addytywnymi, łącząc doświadczenie stomatologiczne – jako wykładowca w Szkole Cyfrowej Protetyki – z praktyką inżynierską i projektową w druku 3D.
Specjalizuje się w aplikacjach metalowego druku 3D, ukończył kierunek Wirtualizacja procesów technologicznych oraz odbył szkolenia BLT, pełniąc rolę konsultanta w projektach opartych na metalowych systemach addytywnych.
Jest certyfikowanym trenerem wpisanym do Bazy Usług Rozwojowych, gdzie prowadzi szkolenia z zakresu cyfrowej protetyki i technologii przyrostowych.

Podstawy druku 3D z metalu – co właściwie się dzieje?
Technologia SLM (Selective Laser Melting) i jej odmiana DMLS polegają na precyzyjnym, lokalnym topieniu proszku metalicznego za pomocą skoncentrowanej wiązki lasera. Cały proces odbywa się w komorze z atmosferą ochronną (argon/azot), dzięki czemu metal nie wchodzi w reakcję z tlenem.
Metal w formie proszku
Materiałem stosowanym w procesie jest proszek o drobnej, sferycznej frakcji (zwykle 15–45 μm). Najczęściej używane stopy to:
- stal nierdzewna,
- aluminium,
- tytan,
- chrom-kobalt,
- superstopy niklu (np. Inconel).
Jakość proszku wpływa na jakość wydruku i powtarzalność procesu. Drukarki 3D do metalu od Bright Laser Technologies z oferty CADXPERT świetnie pracują z proszkami tego samego producenta, dostępnymi w korzystnej cenie.
Jak powstaje model?
Centrum procesu jest cienka warstwa proszku nanoszona na platformę roboczą – zwykle od 20 do 100 mikrometrów. Laser przetapia wybraną część tej warstwy zgodnie z geometrią modelu.
Cykl wygląda następująco:
- Nałóż warstwę proszku.
- Laser przetapia odpowiednie obszary.
- Opuszczamy platformę.
- Nakładamy kolejną warstwę i powtarzamy cały proces.
Model powstaje z tysięcy, a czasem nawet milionów nakładanych na siebie warstw o wysokiej gęstości i potrzebnych właściwościach mechanicznych.
Atmosfera ochronna – dlaczego jest tak ważna?
Komora robocza drukarki musi być pozbawiona tlenu, który w wysokiej temperaturze:
- degraduje materiał,
- zaburza proces topienia proszku,
- może prowadzić do reakcji niebezpiecznych (szczególnie przy aluminium lub tytanie).
Z tego powodu stosuje się:
- argon – do metali reaktywnych,
- azot – do pozostałych.
Dodatkowo każda drukarka posiada system filtracji odpowiedzialny za usuwanie dymu i cząstek powstających podczas topienia.
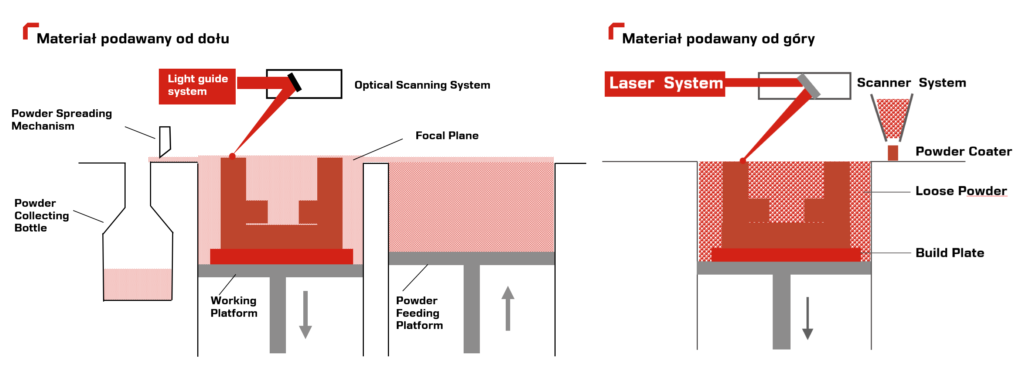
Różne typy drukarek metalowych — co je od siebie odróżnia?

Maszyny z podawaniem proszku od dołu
Najważniejsze cechy:
- łatwiejsze i szybsze czyszczenie,
- możliwość częstych zmian materiałów,
- obsługa bardziej manualna.
To dobre rozwiązanie dla firm prototypujących lub drukujących z wielu rodzajów stopów.
Maszyny z podawaniem proszku od góry (systemy automatyczne)
Ich kluczową zaletą jest wysoka automatyzacja oraz minimalny kontakt operatora z proszkiem.
Systemy te często współpracują z:
- automatycznymi przesiewarkami,
- odsysaczami proszku,
- zbiornikami buforowymi,
- komorami do oczyszczania wydruków.
Są idealne do produkcji seryjnej.
Liczba laserów = prędkość i wydajność
- 1 laser – prototypowanie i niska wolumenowość,
- 2–4 lasery – produkcja małoseryjna,
- 8–32 lasery – systemy przemysłowe (np. BLT S800) pracujące w trybie ciągłym.
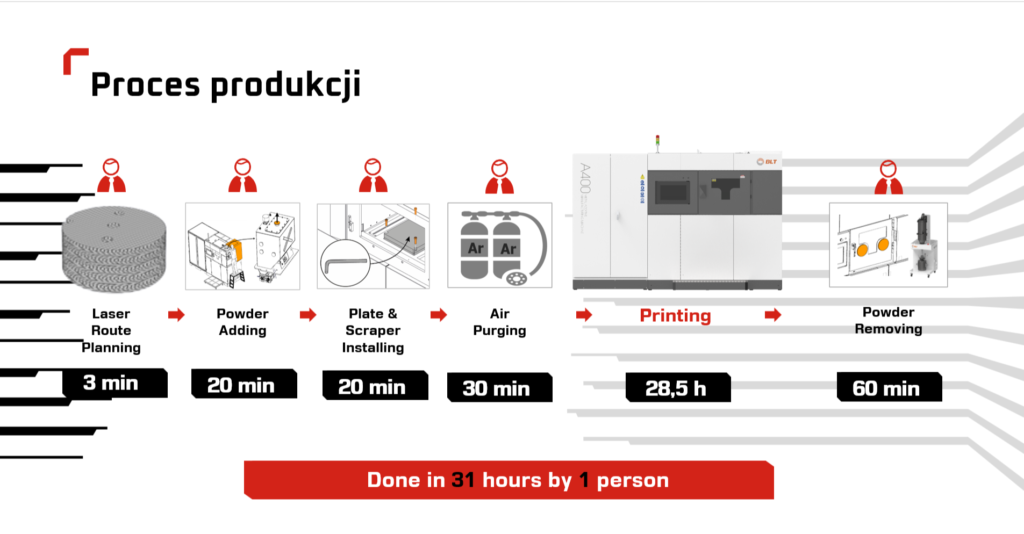
Przygotowanie druku – bez tego model nie powstanie
Model CAD
W pierwszym kroku projekt eksportujemy do formatu STL lub 3MF. Liczy się jakość siatki i brak błędów topologicznych.
Generowanie podpór
Podpory są ważne dla procesu, ponieważ:
- stabilizują model podczas druku,
- zapobiegają odrywaniu się od platformy pod wpływem naprężeń,
- odprowadzają ciepło (działają jak radiator).
W niektórych przypadkach możliwy jest druk „bezpodporowy”, ale wymaga to odpowiedniego zaplanowania geometrii.
Slicing i strategie skanowania
Oprogramowanie generuje instrukcje pracy lasera:
- grubość warstwy (od jakości zależy także prędkość),
- prędkość skanowania,
- moc lasera,
- strategie tworzenia konturów i wypełnień.
Zaawansowane systemy wykonują również symulacje odkształceń, aby przewidzieć i skompensować krzywienie się części.
Proces drukowania — co dzieje się w komorze?
Po wprowadzeniu gazu ochronnego (usunięciu tlenu) rozpoczyna się druk. W trakcie pracy:
- kamera rejestruje postęp warstw,
- system optyczny sprawdza spójność topienia,
- przepływ gazu usuwa dym i cząstki, które mogłyby wpłynąć na jakość kolejnej warstwy.
Praca drukarki trwa od kilku godzin do nawet kilkudziesięciu – zależnie od wielkości modelu, liczby laserów i grubości warstw.
Post-processing – niewidoczna, ale kluczowa część procesu
Wydrukowanie modelu to dopiero część całej procedury. Równie ważna jest obróbka końcowa.
Odzysk proszku
Proszek odsypany wokół modelu jest ponownie odzyskiwany i przesiewany. W systemach automatycznych proces odbywa się bez udziału operatora.
Obróbka cieplna
Materiały metalowe podczas druku gromadzą naprężenia. Aby je zniwelować, stosuje się:
- wyżarzanie odprężające,
- starzenie,
- procesy w atmosferze ochronnej.
Bez tego część może się deformować.
Usuwanie podpór i odcinanie od platformy
Wykonuje się to:
- piłą taśmową (tańsze rozwiązanie) lub
- wycinarką drutową EDM (bardzo precyzyjne, minimalna utrata materiału).
Obróbka powierzchni
Do wykończenia wykorzystuje się:
- piaskowanie,
- śrutowanie,
- polerowanie mechaniczne,
- obróbkę wibracyjną,
- polerowanie kanałów wewnętrznych.
Dzięki temu można uzyskać powierzchnię od chropowatej po lustro techniczne.

Gdzie druk 3D z metalu znajduje praktyczne zastosowania?
Lista branż stale rośnie, ale najbardziej korzystają na niej:
Przemysł narzędziowy
- wkładki form z chłodzeniem konformalnym,
- znaczna redukcja czasu cyklu wtrysku.
Automotive i lotnictwo
- części lekkie, zoptymalizowane topologicznie,
- złożone kanały przepływowe i elementy strukturalne.
Medycyna i stomatologia
- implanty tytanowe,
- korony i szkielety protetyczne (pozostałe elementy protez szkieletowych można wydrukować na systemie Stratasys J5 DentaJet z materiału TrueDent).
Automatyka i robotyka
- lekkie chwytaki i narzędzia do robotów (przeczytaj nasze case study wdrożenia w Michelin, gdzie stworzyliśmy zoptymalizowany topologicznie chwytak ramienia robotycznego),
- konstrukcje niemożliwe do wytworzenia inaczej niż addytywnie.
Podsumowanie – technologia, która zmienia produkcję
Druk 3D z metalu to stosunkowo nowa oferta wśród metod wytwarzania dostępnych dziś na rynku. Umożliwia tworzenie geometrii nieprzeznaczonych do wykonania konwencjonalnie (przeczytaj nasz przewodnik po częściach drukowanych w 3D nienadających się do CNC), skraca czas produkcji i otwiera nowe możliwości optymalizacyjne (zajrzyj do naszego działu Projektowanie).
Aby w pełni wykorzystać potencjał technologii SLM/DMLS, warto:
- dobrze przygotować model i strategię druku,
- zrozumieć znaczenie post-processingu,
- skonsultować projekt z ekspertami.
- posłuchać nagrania naszego webinaru z Wojciechem Gawłem i Danielem Dulianem, gdzie prezentujemy technologię i wprowadzamy w temat druku 3D z metalu.
Jeśli masz część, którą chciałbyś wydrukować z metalu, lub chcesz dowiedzieć się, czy technologia SLM ma sens w Twoim zastosowaniu — skontaktuj się z nami. Przeanalizujemy projekt, dobierzemy materiał i zasugerujemy najbardziej opłacalne rozwiązanie (to wcale nie musi być metal! – polimery mają często wystarczającą wytrzymałość).
Zastanawiasz się, jak wdrożyć druk 3D z metalu?
Prześlij formularz, nasz konsultant skontaktuje się z tobą w ciągu 15 minut.

